來(lái)源:e鍵打印
發(fā)布時(shí)間:2019-09-10 17:33:58
瀏覽次數(shù):
關(guān)于鈑金工藝孔,很多鈑金加工初學(xué)者都會(huì)感到頭疼,弄不太明白應(yīng)該開(kāi)什么樣的工藝孔,開(kāi)圓孔還是開(kāi)方孔,開(kāi)在哪里比較合理……今天e鍵打印就來(lái)跟大家簡(jiǎn)單聊聊鈑金工藝孔的開(kāi)孔技巧。
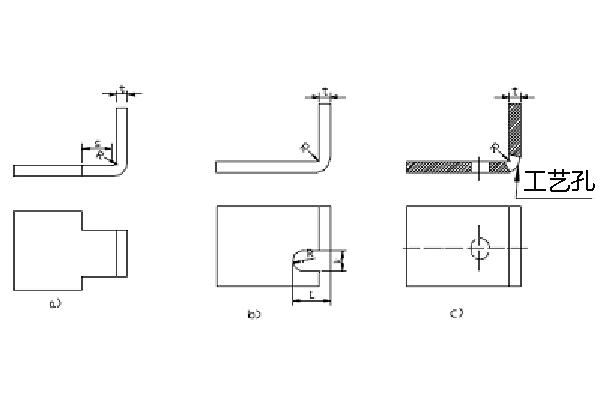
說(shuō)起鈑金工藝孔,它的作用是為了在鈑金折彎過(guò)程中不至于拉料。當(dāng)鈑金折彎線(xiàn)交叉于一點(diǎn)時(shí),或鈑金折彎線(xiàn)與鈑金棱邊接近,且小于2倍板厚時(shí),需要增加鈑金折彎工藝孔避免折彎拉料。折彎工藝孔一般都用在包邊折彎的鈑金件上,不是包邊折彎的,可以不用開(kāi)工藝孔。
不開(kāi)工藝孔的缺點(diǎn):邊角會(huì)少材料厚度,焊接需要填料,還容易引起焊接變形。開(kāi)工藝孔的優(yōu)點(diǎn):包邊情況下,折彎工藝孔可以讓被包邊順利的折彎到位,而不至于折彎拉料。
折彎工藝孔通常用圓孔比較好一點(diǎn),方孔一般看你的數(shù)沖刀具是多寬的,圓孔去料較少,成型后比較美觀。折彎工藝孔(長(zhǎng)邊包短邊)一般把圓心放在折彎線(xiàn)的交叉處即可,當(dāng)然偏移個(gè)0.1-0.2也無(wú)傷大雅。
工藝孔大小怎么確定?其實(shí)是要分各種情況的,圓孔/OB孔/RE孔、靠邊的、靠折彎邊的、還是孔孔距離。冷板來(lái)說(shuō)的話(huà),一般開(kāi)板厚的1.5倍直徑的孔,一般大于2倍板厚就沒(méi)什么問(wèn)題了,1.0以下的薄板為了外觀的話(huà)也可以不開(kāi)折彎工藝孔。
此外,鈑金孔折彎的時(shí)候靠近折彎線(xiàn)的孔容易出現(xiàn)被拉伸變形的情況,一般來(lái)說(shuō),孔邊離折彎處的距離最小應(yīng)是3倍材料厚度,這樣才不會(huì)發(fā)生孔變形的現(xiàn)象。
總之,如果工藝孔在兩條線(xiàn)交叉點(diǎn)上時(shí),工藝孔為2倍的板厚。最小不能小于1.5倍的鈑金厚度。鈑金厚板折彎的話(huà),考慮到折彎圓角時(shí),工藝孔還要適當(dāng)?shù)募哟蟆?/p>
e鍵打印是個(gè)手板加工大型服務(wù)平臺(tái),十幾年行業(yè)經(jīng)驗(yàn),對(duì)于鈑金加工、CNC加工、3D打印等各類(lèi)手板加工都積累了豐富的經(jīng)驗(yàn),能幫助客戶(hù)節(jié)省大量時(shí)間精力,歡迎馬上咨詢(xún)體驗(yàn)。


